要用标准的PLCopen MC功能显示CAM切换限制,注意观察以下封装机的实现流程:
任务
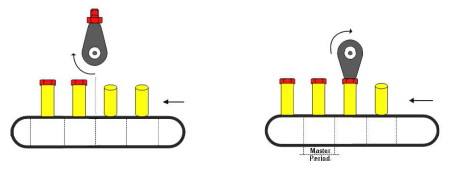
产品输送带充当主轴。从轴用一个冠状盖封闭每个塑料容器。
一个高速数字输入(trigger)检测是否有产品存在。
如果没有产品,那么从轴就保持在静止状态。否则,容器就会被盖上一个冠状盖子。
用标准的PLCopen MC功能实现
有两种基本状态。
1.容器存在:因此,应使用MC_CamIn将一个凸轮与一个 同步部分连接起来 (用于封装过程)。
2.没有容器存在:从轴冻结为静止状态。在这里,从轴要么停止运动,要么切换到"静止凸轮"。
问题
当用传统的PLCopen MC功能实施时(比如MC_CamIn),请记住以下重要事实:
•由于通过网络通信控制时驱动行为的改变,导致凸轮切换时的不精确性。
•两个凸轮之间没有补偿。即使位置跳跃可以避免,速度和加速度的跳跃仍然可能发生。
•这些跳跃引起的抖动被驱动器上的闭合控制回路隐含地平滑了,这导致了滞后误差,从而产生了相对于原始路径的偏差。
•在这种偏差期间,轴是不同步的。因此,在这个阶段不能正确控制动作流程。
凸轮自动序列的解决方案
凸轮自动序列由于以下特性而解决上述问题。
•直接在驱动器上处理状态机
•每个步骤都包含一个凸轮
•每个凸轮前面可以有一个 补偿段,这是步骤的一部分
•补偿段确保 从一个凸轮无抖动的过渡到下一个凸轮。
•状态的切换与网络和驱动器上的控制回路同步,因此非常快速和高度精确。
•这一切使得运行过程中的 响应时间最小。