机械凸轮是以 csv文件格式的插值点表的形式导入的。等距和非等距凸轮都可以被导入,并被自动识别。
插值的类型 和 其他设置 可以通过导入格式预定义,也可以在以后调整。
在编辑器本身, 显示与设定的曲线的偏差可以让你密切监测插值算法的工作情况。
计算出的电子凸轮总是遵循插值点表,因此不能被操纵。一旦你 解除 了机械凸轮和电子凸轮的联系 ,所有的操作选项又可以使用了。
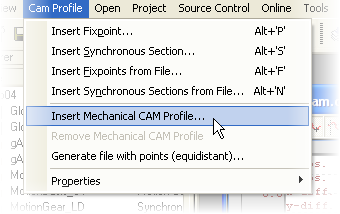
访问
在编辑器中显示
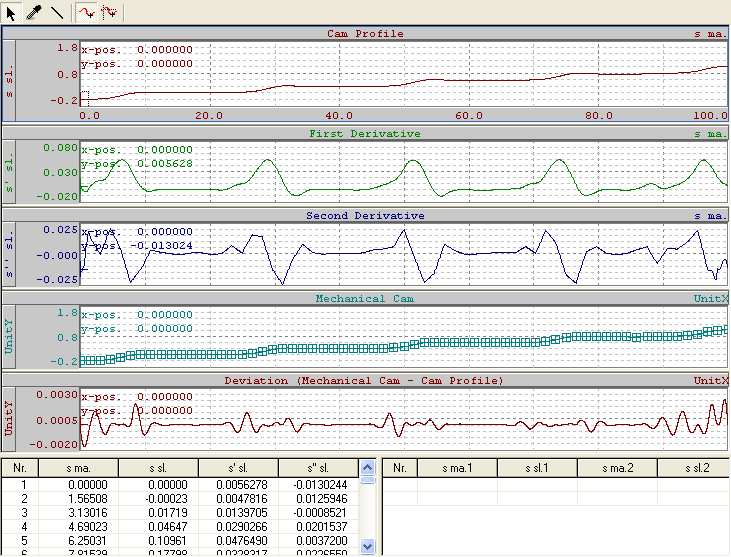
插入机械凸轮后, 除了现有的凸轮外,还显示两个 新的凸轮 "机械凸轮 "和 "偏差(机械凸轮-凸轮)" 。
"机械凸轮"曲线显示插入的机械凸轮的原始点。此外,还显示多项式极限。它们可以被移位以在某个范围内获得更高的精度。
"偏差 (机械凸轮-凸轮)"曲线显示原始机械凸轮和计算的凸轮之间的差异。例如,一旦一个多项式极限被移位,凸轮就会被重新计算和更新,就像偏差曲线一样。
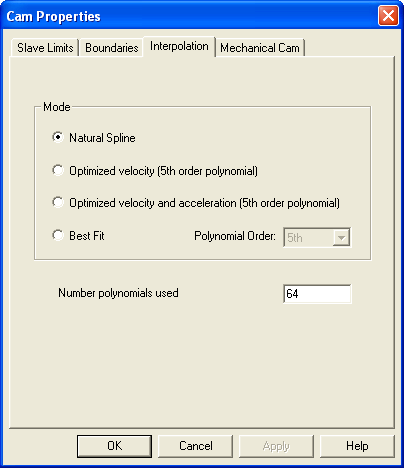
设置插值模式
下面的标签允许你选择用于计算凸轮的模式。
多项式曲线跟随插值点的精度从 "自然样条曲线 "增加到 "最佳匹配"。然而,插值点的离散形成增加了点和 "角 "的速度和加速度。
也可以指定要计算的多项式的数量。之后,可以在图形视图中移动多项式的限制,以提高某些区域的曲线精度。
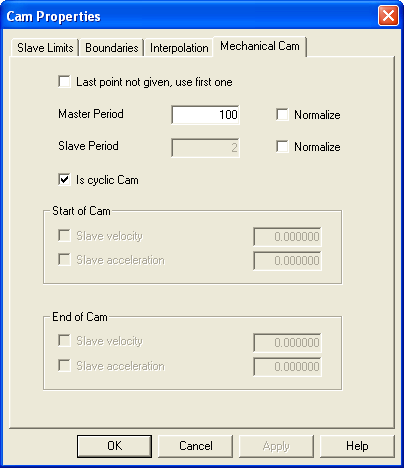
机械凸轮设置
机械凸轮的其他设置可以在这里进行。它们会影响计算出的凸轮。
如果一个凸轮被定义为有359个点,"没有给出最后一个点,使用第一个点 "将使用第一个点或主周期和从周期来确定第360个点。
选择 "正常化 "将主周期或 "从周期 "标准化为1。
如果 "MasterPosition "或 "SlavePosition "使用大的数值,在传输计算的凸轮数据时,驱动器可能会显示错误信息。其原因是 "REAL "数据类型的精度有限。解决这个问题的一个方法是将凸轮归一化为1:1,然后在使用时相应地扩展主、从两侧。
如果使用周期性循环凸轮,开始和结束的速度被计算为相同的值。对于起始和结束的加速度也是如此。
如果使用非周期性凸轮,那么可以指定起始和终止速度/加速度。
删除机械凸轮
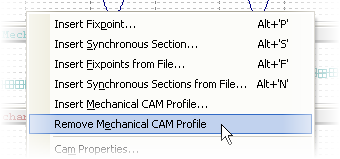
机械凸轮和伴随的偏差曲线可以通过快捷菜单中的删除机械凸轮 项目来删除。计算出的凸轮仍然存在,可以像正常一样进行编辑。
机械凸轮的格式
可以使用标准的.csv文件格式的数据。
德文或英文的.csv文件都可以被读取。
德文.csv格式:小数点是",",分隔符是";"
英文.csv格式:小数点是".",分隔符是","
设置可以在文件的开头定义。这并不是绝对必要的,但它使导入时的自动配置成为可能。
接下来是各点的数值。首先是X(主轴值),然后是Y坐标(从轴值)。对于等距凸轮,只需要指定从轴位置值。主轴位置X值是根据在使用的主轴周期计算的。
文件示例:
% INTERPOLATION="BEST_FIT" MA_PERIODE=4 SL_PERIODE=8 CYCLIC=0 POLY_COUNT=4 POLY_ORDER=5 LANGUAGE="de"
0,0000;-2,000000000000;
0,5000;-1,000000418697;
1,0000;0,000004708022;
1,5000;1,000015980201;
2,0000;2,000031839737;
2,5000;3,000045053363;
3,0000;4,000047941726;
3,5000;5,000037612782;
4,0000;6,000000000000;
配置选项
语法:
% ...Introduces the configuration (incl. space)
关键词 |
范围 |
默认值 |
LAST_POINT_GIVEN |
0.1 |
1 (true) |
MA_PERIODE |
>0 |
100 |
SL_PERIODE |
>0 |
100 |
INTERPOLATION |
NSPLINE, 5TH_DEGREE_VELOCITY, 5TH_DEGREE_VELOCITY_AND_ACCELERATION, BEST_FIT |
NSPLINE |
CYCLIC |
0, 1 |
1 (true) |
SLOPE_SL_V_START |
- |
0 |
SLOPE_SL_V_END |
- |
0 |
SLOPE_SL_A_START |
- |
0 |
SLOPE_SL_A_END |
- |
0 |
POLY_COUNT |
1 - 64 |
64 |
POLY_ORDER |
5, 6 |
5 |
NORM_SL_PERIODE |
0, 1 |
0 (false) |
NORM_MA_PERIODE |
0, 1 |
0 (false) |
LANGUAGE |
en, de (ISO639-1) |
- |