与MC_TorqueControl不同 , MC_BR_TorqueControl可以设置两个速度限制("NegMaxVelocity "和 "PosMaxVelocity") 。两者都可以是正数或负数。
"PosMaxVelocity" 必须 > "NegMaxVelocity".
从扭矩控制到速度稳定的限制在此设置。从这个值开始,指定的扭矩将以稳定的方式减少或增加(与速度有关)。详见 "参数使用"中的蓝色曲线。
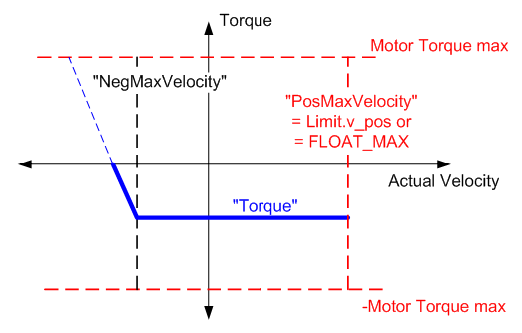
也可以通过用FLOAT_MAX或者是轴的limit极限值(如果使用的话,"AxisLimitActive"输出将是无效)来设置正负向的最大速度,来阻止相应方向上的超速响应。
另外,输入 "Mode "可以设置为 mcV_LIMIT_OFF ,以便忽略速度限制输入的设置,而使用轴的限制值来代替(否则,与模式 "+mcTIME_LIMIT"的 组合就不起作用)。
参数使用
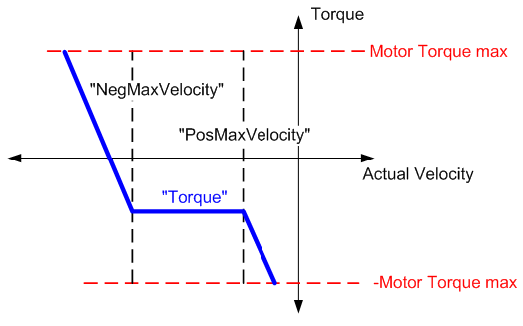

限制 "NegMaxVelocity "和 "PosMaxVelocity "区间可以根据需要在X轴上移动。
扭矩控制适用于这些限制区间内(区间内可以保持实际扭矩=设定扭矩值);
速度稳定适用于这些限制之外(稳定的增加或者是降低扭矩设定值,来保持速度的稳定性)。
下一节列出了一些其他可以使用 MC_TorqueControl实现的实际例子 。
放卷的例子
负的 "扭矩",正的旋转方向(材料被牵引辊拉动)。
为了保持材料的张力,在放卷过程中使用了具有反作用力的持续正向运动。正方向的速度由进一步的加工步骤或生产线本身决定。
例如,如果材料被撕裂,那么负载对电机的反作用力就会瞬间变为零。电机将向负方向加速(正方向的速度下降至零,然后以恒定的扭矩向负方向加速),直到达到 "NegMaxVelocity "极限。一旦达到这个值,扭矩就会以稳定的方式减少(几乎为零),以防止速度的额外增加。
如果一个加速扭矩以负方向作用在电机上,电流将以用户 "扭矩 "规格的相反方向增加到MOTOR_TORQUE_MAX(在这个收卷机例子中不是这样的,因为由于材料撕裂,负载将变成零)。
压力机的例子
正 "扭矩",正向运动直至机械停止
下图显示了过程顺序(蓝线表示活动的 MC_BR_TorqueControl),点表示停留时间较长。
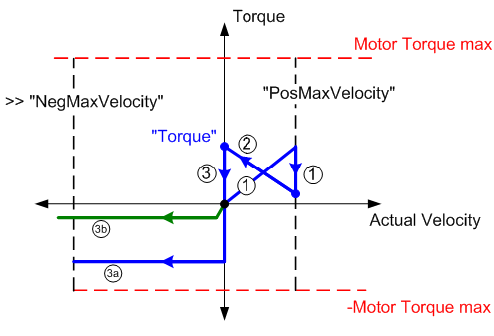
对各个序列的解释:
1,通过 "StartSignal "或 "StartParID "启动 MC_BR_TorqueControl(扭矩控制)。
轴开始向正方向移动。当达到 "PosMaxVelocity "时,扭矩被降低到一个特定值,以防止速度进一步增加。
2,轴移动,直到到达死点或要按下的产品
速度变为零,轴处于扭矩控制之下,数值为 "Torque"。
在这个序列中,一个更新、更高的 "Torque "值也可以通过 "InitData "传输给驱动器。InTorque "输出表示成功地进行了斜坡变化。
3,一旦所需的按压时间过了,就开始从死区或产品离开,向反方向运动。
要做到这一点,可以通过 "InitData"(曲线3a)将 "Torque "值以负号传输给驱动器;
或者, 可以中止MC_BR_TorqueControl ,例如使用 MC_MoveAbsolut (曲线3b)(推荐方式)。
当前速度 > "XxxMaxVelocity"
这些图说明,在没有负载的情况下,当前速度可以高于配置的速度限制("XxxMaxVelocity")。
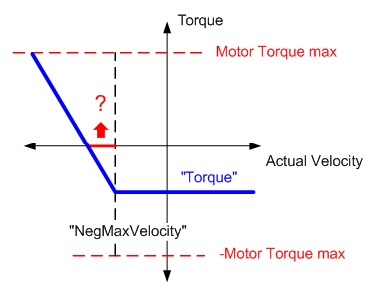
这意味着,配置的扭矩在速度极限内是可用的。如果实际速度超过了配置的速度极限,那么扭矩设定值将被降低。由此产生的最大速度(当当前扭矩≈0时)用以下公式计算:

如果有一个特定的速度不应该被超过,那么这个公式可以用来计算 "XxxVelocity "输入的相应值,以确保这个速度不被超过。
另外, 也 可以为该功能块设置模式 mcV_LIMIT_CALC ,不超过设定的速度极限值。
AxisLimitActive "输出指示轴是否在 速度极限或以上 运动(=负载不足)。